Taiwanese composites specialist AIM manufactures high-tech wheels with KraussMaffei

- Carbon rims, made with HP-RTM
- Very compact complete solution with sophisticated production equipment
- MX press with 10.000 kN, metering system RIM-Star Compact 8/4 HP-RTM, two robots and mold
(Parsdorf, Germany, September 04, 2024) Golf clubs, bicycles – and now automotive too: together with KraussMaffei, the Taiwanese composite specialist Advanced International Multitech (AIM) is expanding its portfolio to include High Pressure RTM. AIM is now producing high-quality carbon rims on a complete system with sophisticated tools.
Anyone who plays golf and is thus aware of the importance of weight has (most certainly) had an AIM product in their hands. The company has a market share of around 80 percent of carbon-fiber golf clubs (under different brand names), and also has success in the bicycle market. For around 30 years, various composite technologies have been a part of the standard repertoire. When AIM first ventured into the automotive sector, however, know-how from KraussMaffei was in demand. This would be the first time they put a high-pressure system (HP-RTM / High Pressure Resin Transfer Molding) into operation.
In comparison to low-pressure processes, HP-RTM requires more complex dosing technology, but also delivers consistently high-quality components with particularly precise surface quality – and with shorter cycle times. Short cycle times are particularly important in the automotive industry. In the beginning, the AIM team first wanted to get to know the new technology of the system. As Tyson Hsiao, R&D Manager explains:

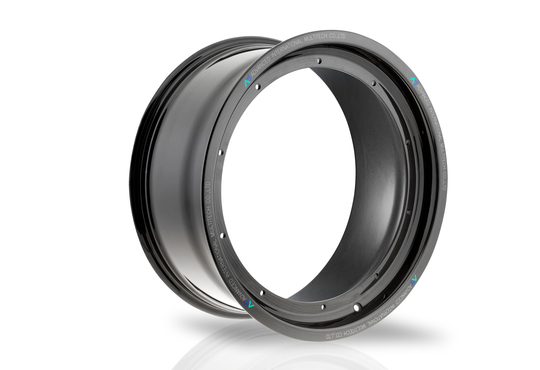
A concrete project was soon to follow. Carbon rims tend to occupy a niche in the automotive sector, yet are extremely lucrative because they are in the high-price segment. A material mixture is common in this case: A rim body made of CFRP (carbon fiber reinforced plastic), to which the visually-appealing aluminum wheel spider is bolted. These wheels are approximately 20 to 30 percent lighter than those made of pure aluminum and, at the same time, are around 20 percent stronger than aluminum rims. Sporty and ambitious drivers can accelerate faster thanks to the reduced weight and, with more of the unevenness of the road able to be dampened by the suspension, the driving experience is also more pleasant. If you want to deck out your vehicle with carbon rims, you have to dig deep into your pockets: 10,000 to 15,000 € per set is common.
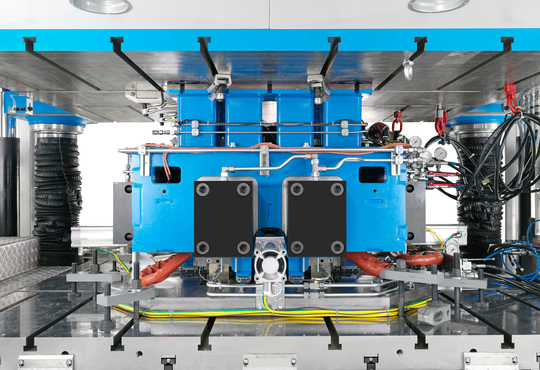
The entire production cell for the carbon rims measures just 16 x 12 meters, including the enclosure, and is therefore very compact.

Overall expertise from KraussMaffei
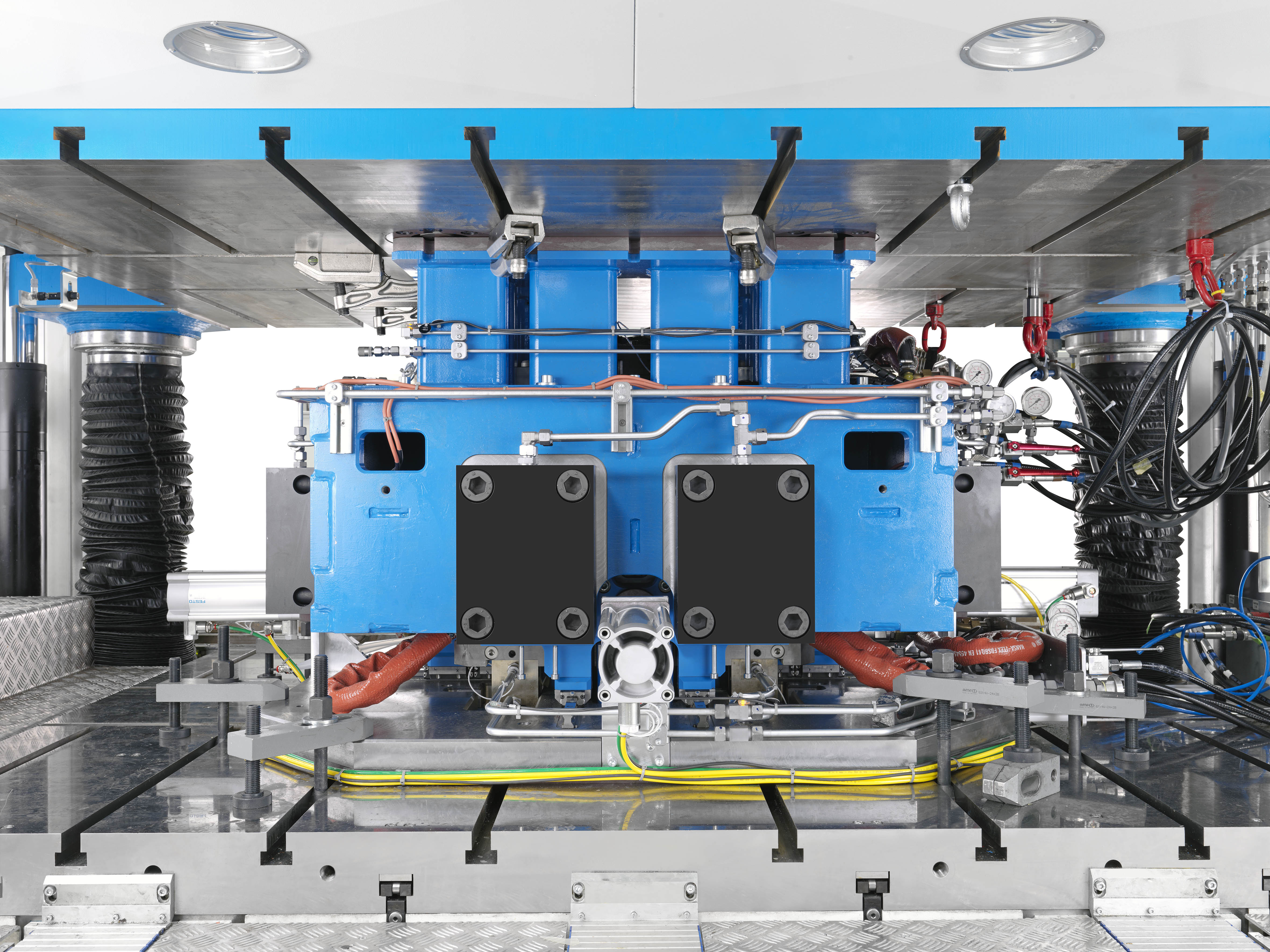
So, when the time came to implement the AIM project, KraussMaffei demonstrated its expertise. Project Manager Thomas Eilhammer actively supported the customer and coordinated the comprehensive package consisting of an MX press with a clamping force of 10,000 kN, the RimStar Compact 8/4 HP-RTM metering system, two robots for metering and handling (with different grippers) and a sophisticated mold solution. His enthusiasm has not faded. "The system now has, at 16 x 12 meters, quite a compact design, and all its components are perfectly well tuned to one another. This, simply said, reflects our strength as a full-service provider."
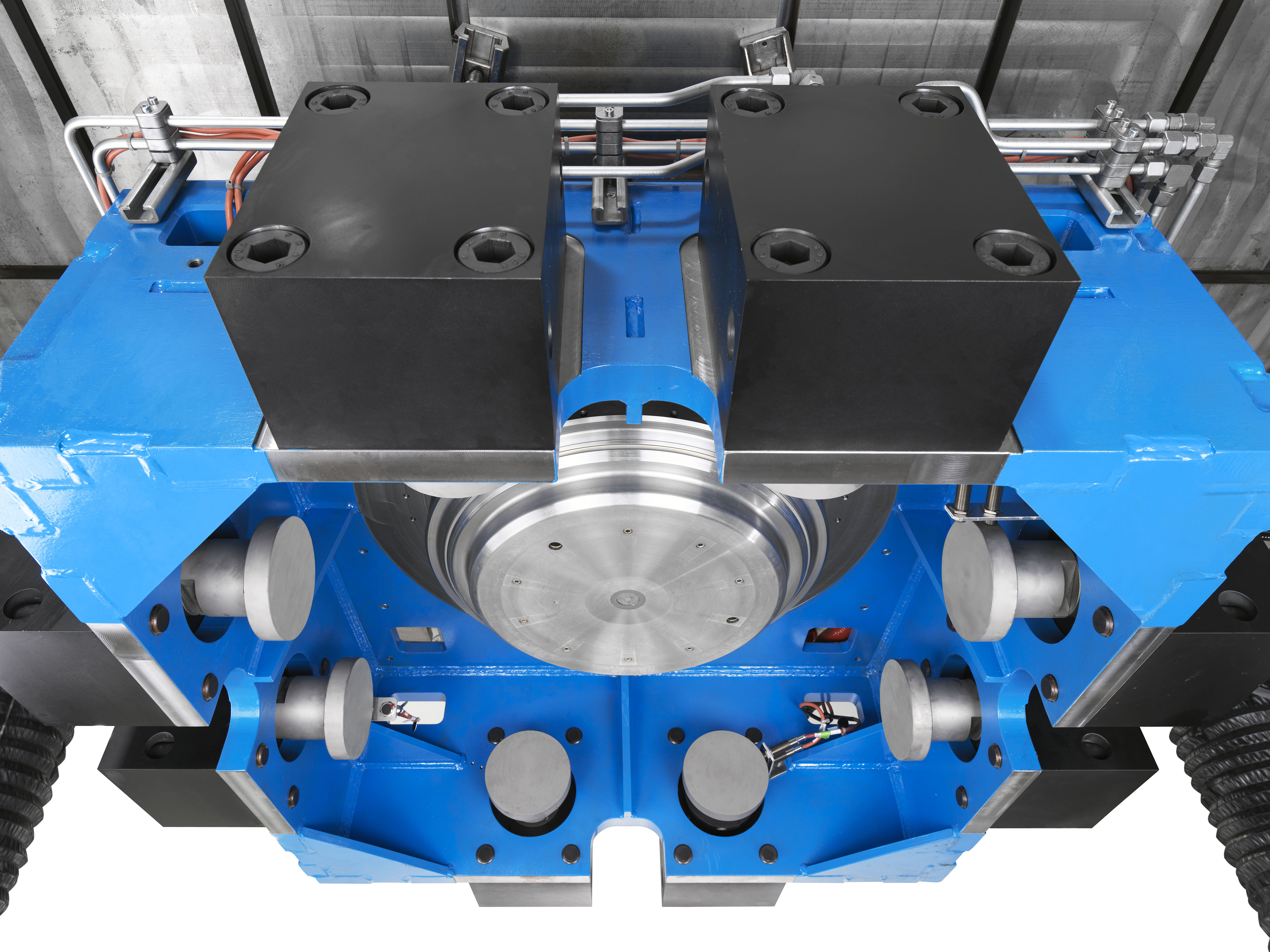
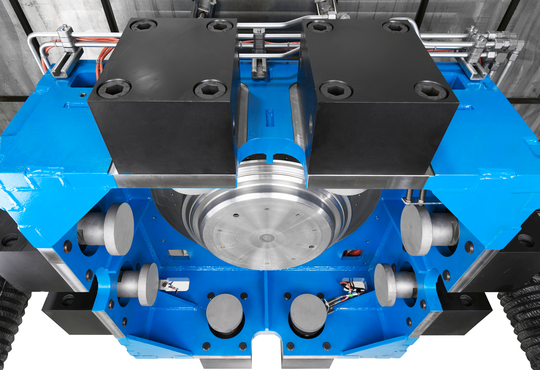
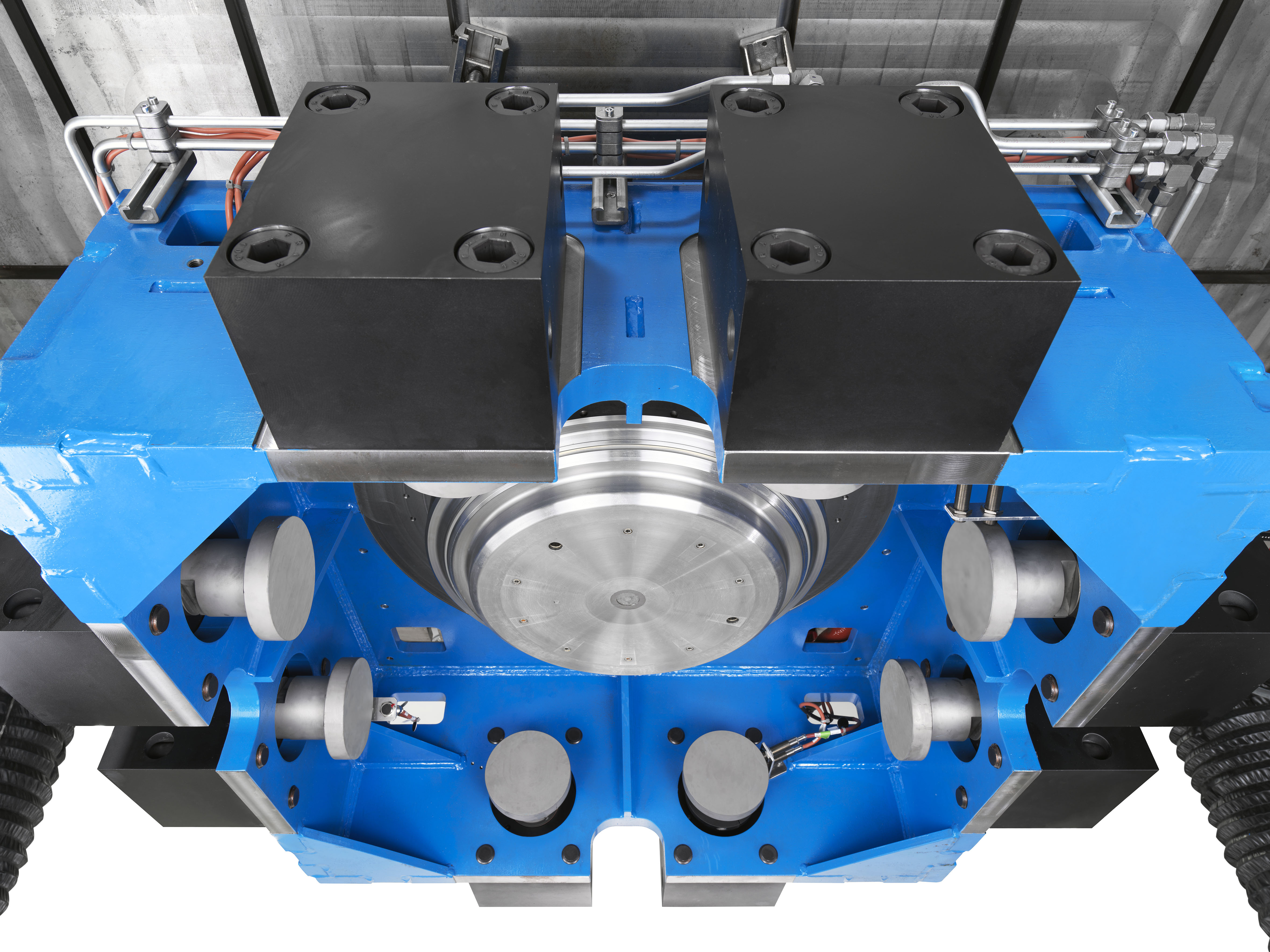
The mold carrier forms the heart of the system. The MX press has a clamping force of 10,000 kN.

René Ring's team at the plant in Georgsmarienhütte, Harderberg was responsible for the mold development. "We apply a master mold and use several mold packages for the different rim diameters. This gives the customer a lot of flexibility." The subsequent process is then as follows: A carbon preform, prepared by the customer, is placed over the inner core of the mold, and four sliders, which form the round outer contour of the rim, then move simultaneously. The press closes and the epoxy matrix material is metered through a distribution star. After a curing time of approximately 15 minutes, the mold opens, the sliders open and an ejector ring presses the rim body, which has shrunk to the core (diameter 20 inches), upwards. The mold is flexible from diameter 18 inches to 22 inches with the rim width from 8 inches to 12 inches. The finishing takes place through a series of downstream processes.
Care was taken to minimize space when installing the system components.

The know-how is in the mold
The many moving parts in the mold were cause for the greatest challenge, which was to seal the complete system at a high cavity pressure. Normally, the pressing force alone is sufficient to seal a mold, where the horizontal sealing surface is located solely between the upper and lower parts of the mold. In the case of the rim project, however, the undercuts and C-shaped contours of the part required the four sliders to make demolding possible at all, not to mention the moving ejector ring. To retain the vacuum in the mold and thus prevent low-viscosity material from escaping, the team strove to achieve the best possible manufacturing precision and with it a good design. The locking force is generated by four barrels on the top of the master mold, and locking elements mounted underneath, which move into recesses on the sliders and block them. With a mold temperature of 120 to 130 degrees Celsius, it was necessary to protect the pneumatic and electronic components with insulation boards.
The team came up with something special for the rim tool: The movable cylinders lock and unlock it and thus ensure the seal
The mold weighs a total of 4.9 tons. It was manufactured in 2023 in Harderberg, then prototyped in the KraussMaffei TechCenter in Munich, where it was optimized once again, and finally delivered with the complete system to the customer. Since the fundamental requirement of a rim is that it is round, René Ring's team is particularly proud of the fact that, "we achieved a concentricity precision of less than 2/100 millimeters." But not only that. Another remarkable achievement was successfully producing a good part with the very first shot.
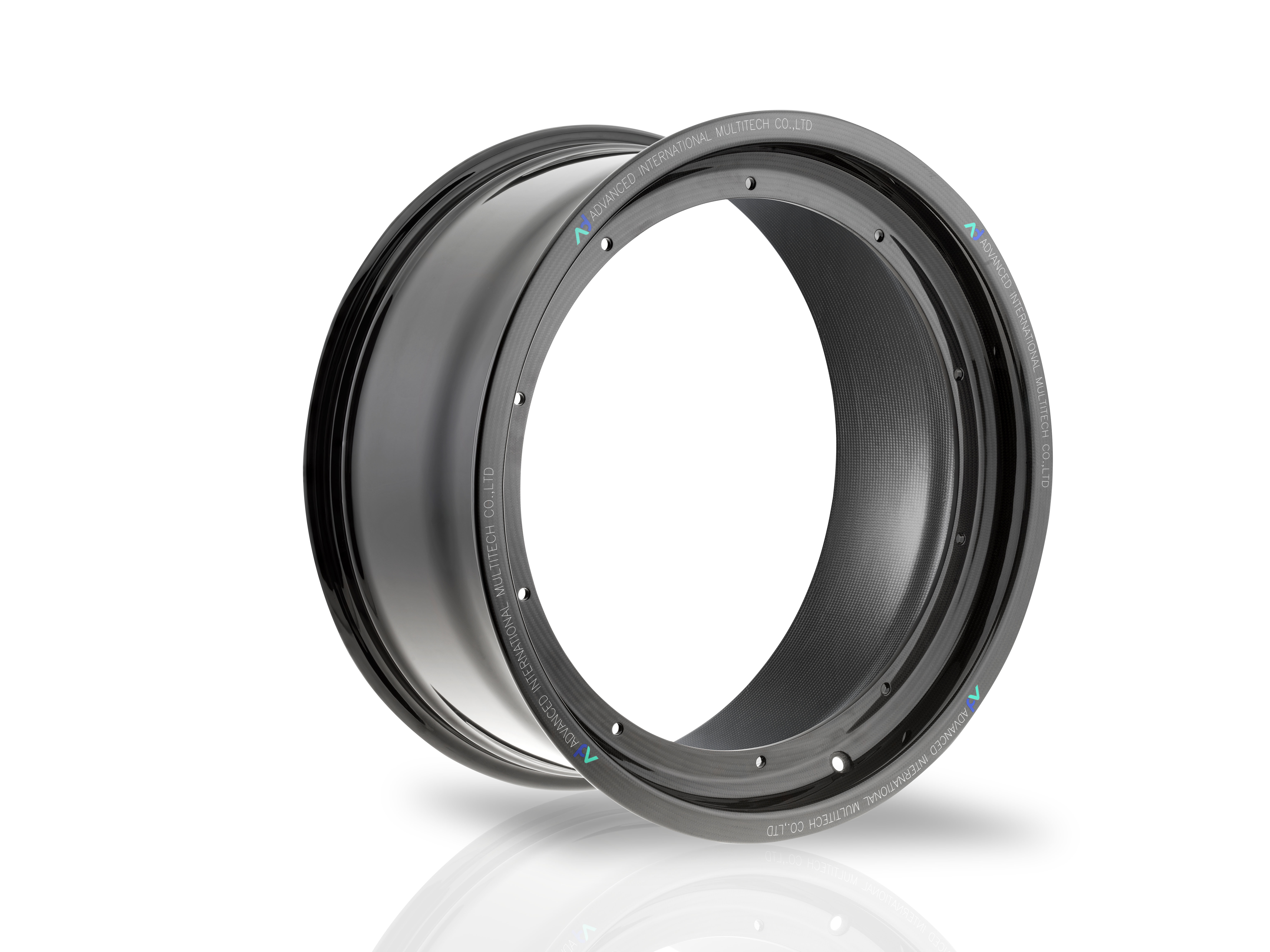
Ready from the mold carrier: the carbon rim.
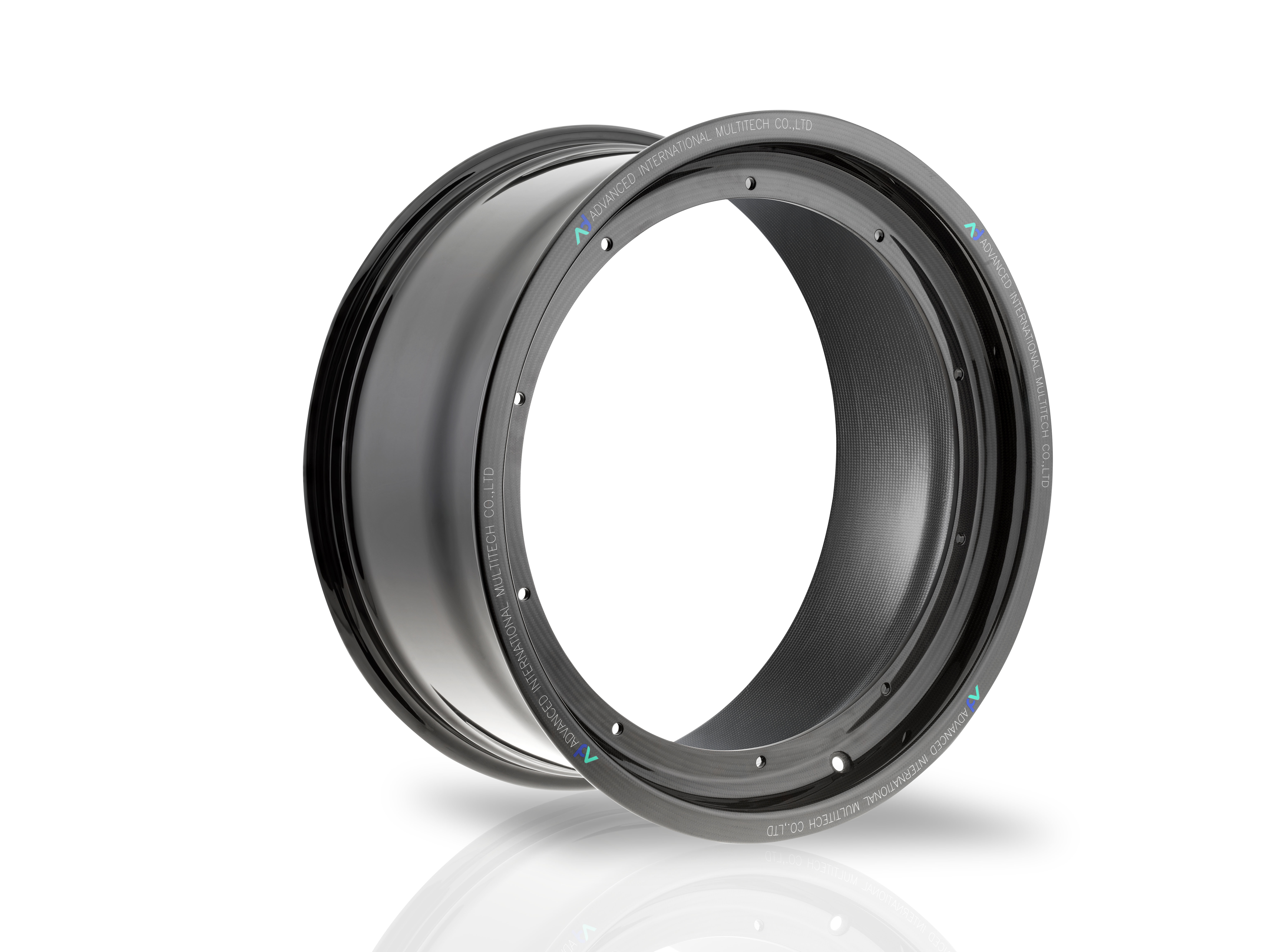
The carbon rim has already been exhibited at the JEC Composites Show in Paris and R&D Manager Tyson Hsiao praised the excellent collaboration. "It was important for us to have an experienced, full-service provider for HP-RTM at our side, who offered great proficiency in systems, processes and mold technology. This gave us the ability to concentrate on our role: the production of the carbon blanks. As a result, the cogs meshed, producing a perfect wheel."





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Contact Person
